Courants de Foucault – Méthode de contrôles non destructifs – Cours et exercices d’applications
La méthode consiste à créer des courants induits par l’intermédiaire d’un champ magnétique alternatif (généré par un solénoïde) et variable dans le temps (basse ou haute fréquence) dans les matériaux conducteurs de l’électricité.
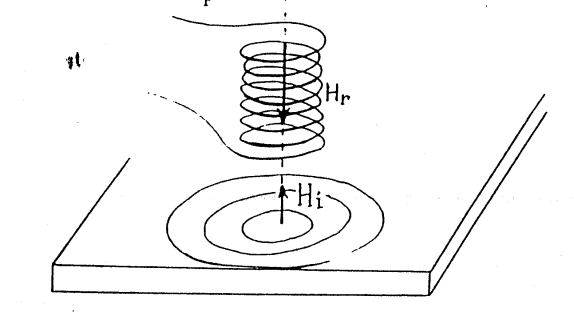
Ces courants induits et créés localement sont appelés Courants de Foucault. Leur distribution et leur répartition dépendent du champ magnétique d’excitation, de la géométrie et des caractéristiques de conductivité électrique et de perméabilité magnétique de la structure examinée. Sur la figure ci-dessous nous montrons comment est généré ce courant induit à l’approche d’une bobine.
I- Description de la méthode de Courants de Foucault :
Le contrôle des pièces métalliques par l’examen du courant Foucault est une technique qu’on utilise dans l’industrie afin d’évaluer l’état du matériel, cette technique nous permet d’identifier :
- La présence d’un défaut et de localisé sa position dans la matière ;
- Vérifier l’épaisseur d’un revêtement isolant ;
- Contrôler la dégradation des tubes …
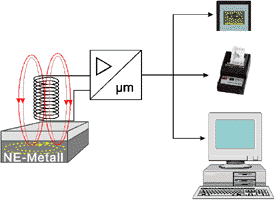
Principe de courants de Foucault
- Un champ électromagnétique à haute fréquence est induit dans le métal non ferreux.
- L’intensité du courant de Foucault ainsi produit est une mesure pour l’épaisseur du revêtement isolant.
- L’admittance inverse de transfert du courant de Foucault effectuée sur la sonde est transmise dans une valeur de mesure.
La présence d’un défaut dans la pièce perturbe la circulation des Courants de Foucault, entraînant une variation de l’impédance apparente du solénoïde dont l’importance dépend de la dimension volumique et de la nature du défaut.
Le contrôle s’effectue par l’observation (cadran de galvanomètre, écran d’oscilloscope) des variations de l’impédance du solénoïde.
L’appréciation des informations recueillies est obtenue par comparaison avec une pièce de référence comportant des anomalies représentatives et spécifiques des phénomènes recherchés.
II- Excitation :
Elle consiste à soumettre la pièce à contrôler à l’action d’un champ magnétique variable dans le temps, de manière à induire des courants dans le matériau. C’est généralement une onde sinusoïdale qui est utilisée dont la fréquence peut varier, suivant la nature des applications envisagées et des produits contrôlés, dans une plage comprise entre quelques Hertz et plusieurs mégahertz.
La sensibilité de la méthode pour chaque application est étroitement dépendante du choix de la fréquence qui conditionne la pénétration des courants induits : c’est l’effet de peau, bien connu des électriciens, s’étendant sur une profondeur :
δ = [2/μωσ]1/2
Avec :
- δ = Profondeur de pénétration standard exprimée en mètre (m)
- μ = Perméabilité magnétique absolue du matériau exprimée en henry par mètre (h/m)
- ω = Pulsation par seconde de l’onde sinusoïdale liée à la fréquence f par la relation ω = 2πf
On pourra être amené, en particulier pour les matériaux ferromagnétiques, a superposer au champ magnétique d’excitation alternatif un champ magnétique d’excitation continu et relativement intense destiné à rendre homogène la valeur de la perméabilité μr et l’abaisser a une valeur proche de l’unité.
Dans la pratique, la répartition du champ magnétique crée par le capteur n’est pas homogène et la profondeur de pénétration réelle n’est pas régie par la loi simplifiée évoquée ci-dessus. La géométrie du capteur et de la pièce et leurs positions relatives sont également des paramètres déterminants pour définir les conditions d’excitation et donc du processus d’induction des courants dans le matériau.
III- Modes de Contrôle par la méthode de Courants de Foucault :
III-1. Mode absolu :
Le terme absolu est utilisé pour signifier que la mesure est faite sans référence directe ou une comparaison avec un étalon.
Cette méthode est utilisée pour la détection des défauts longs (corrosion, usure, érosion…).
Elle est très sensible aux variations de conductivité électrique ou de perméabilité magnétique, permet la mesure des conductivités et la mesure des revêtements (peinture, dépôts électrolytiques, matières plastiques…) ou des traitements thermochimiques (cémentation, nitruration…) sur les pièces métalliques.
III-2. Mode différentiel :
Cette mode contrôle nécessite l’utilisation de deux bobines qui soient connectées en oppositions série. L’une de deux bobine entoure ou est placée sur un étalon, l’autre entoure la pièce à examiner. Si la pièce est bonne (saine), la tension de sortie des deux bobine est nulle. Si les deux pièces différent pour une raison quelconque, il existe une tension de sortie.
Cette méthode est Utilisée pour la détection des défauts courts (fissures, soufflures, inclusions, points de corrosion…).
Elle est peu sensible aux variations de conductivité électrique ou de perméabilité magnétique.
IV- Perturbation, Révélation :
La trajectoire des courants induits dans la pièce est perturbée par des variations locales soit de la géométrie, soit des caractéristiques électromagnétiques du matériau. La perturbation locale des lignes de courant conduit a une modification du champ induit s’opposant a chaque instant au champ d’excitation. Il en résultera une modification de l’impédance du capteur.
Trois natures différentes d’applications résultent de ce principe :
- Détection de défauts superficiels ou légèrement sous-jacents :
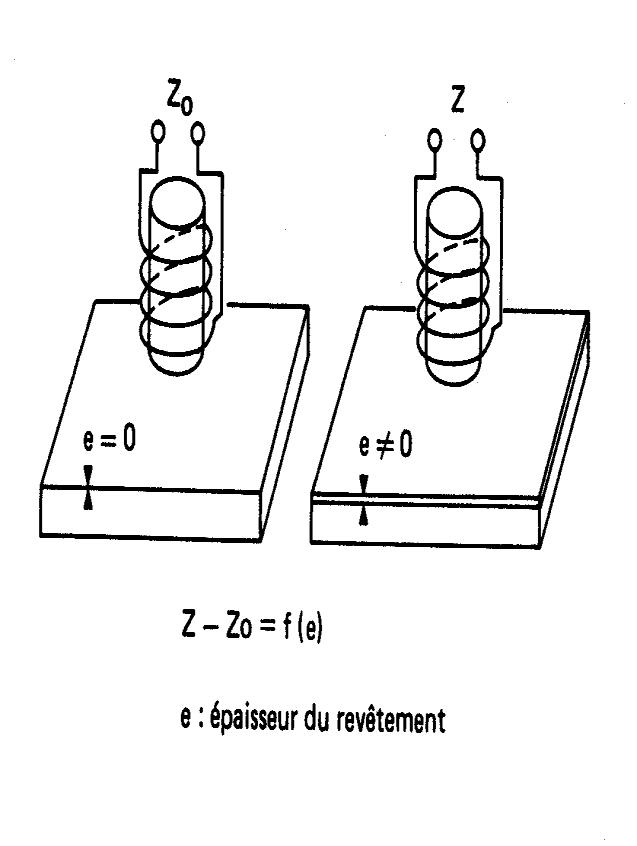
- Mesure d’épaisseurs de revêtements :
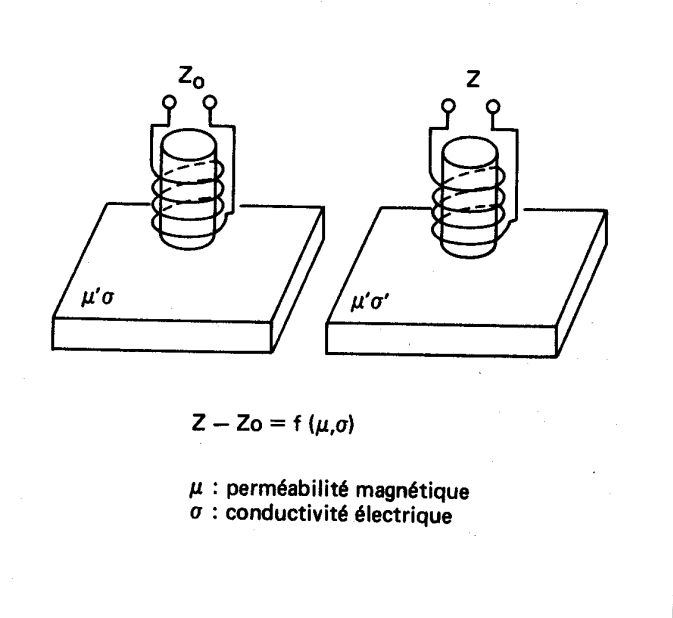
- Tri de nuance :
Ces principes appellent les remarques suivantes :
- Dans chaque cas, la méthode est comparative et nécessite un étalonnage préalable du capteur sur une pièce de référence.
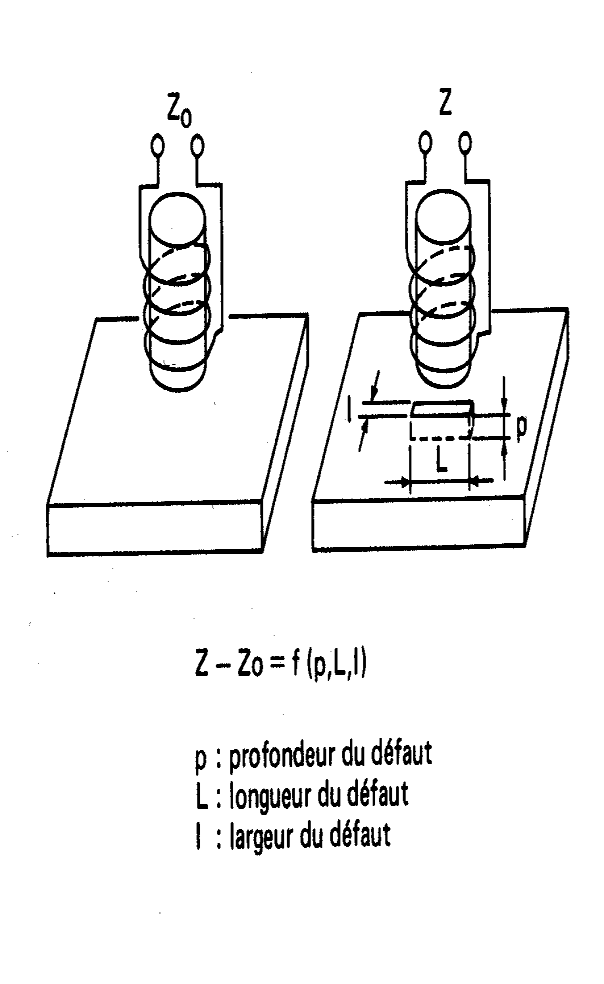
- La perturbation, traduite pat la différence d’impédance Z-Z0, suppose figés les paramètres de la pièce autres aux ceux dont on cherche l’identification.
- La différence Z-Z0 n’est exploitable pour chaque type d’application qu’à l’intérieur de limites bien précise de la fréquence d’excitation.
V- Avantages de la méthode de Courants de Foucault:
- Recherche de défauts situés à des profondeurs variables (de zéro à quelques mm)
- Possibilité de contrôle automatique et en continu de pièces longues et profilées (tubes, barres, rubans, feuillards…)
- Permet d’effectuer des mesures dimensionnelles (profondeur de défaut, mesure d’épaisseur des revêtements non-électroconducteurs ou de conductivité très différente de celle du substrat)
- Permet le tri de pièces dont la conductivité électriques est différentes (même alliage mais traitement thermique différent, nuances d’alliages mélangées accidentellement…)
- Haute sensibilité de détection des défauts, une appréciation de la profondeur est Possible
- Ordre de grandeur de la sensibilité de détection d’une fissure : longueur minimale 0,2 mm, largeur 1 mm
- Parfaitement adapte aux contrôles de maintenance (tubes de générateurs de vapeur, remontées mécaniques, ponts suspendus, moteurs d’avions…)
- Absence d’inconvénients liés à l’environnement ou à l’hygiène et à la sécurité
VI- Inconvénients de la méthode de Courants de Foucault:
- Méthode de contrôle ne s’appliquant qu’à des matériaux élèctroconducteurs.
- Difficile à mettre en œuvre pour l’examen complet de pièces de forme complexes (nécessité de fabriquer des sondes spécifiques).
- La méthode de contrôle local peu adaptée à des balayages rapides de surfaces importantes
- L’interprétation des signaux est délicate et nécessite une formation spécifique des opérateurs de niveau élevé.
VII- Exercices d’applications de la méthode de courants de Foucault
VII-1. Etude de cas industriel : Tubes condenseur d’une centrale thermique
L’enquête a été effectuée au moyen de la méthode des courants de Foucault appliquant la technique différentiel mono-canal, avec analyse des phases, à fin de relever et d’évaluer, de manière singulière, l’importance des défauts situés à la fois, sur la superficie interne et externe des tubes à examiner.
La méthode de contrôle est fondée d’un point de vue physique, sur la stimulation d’un matériau conducteur. Quand un matériau conducteur est soumis à un champ magnétique variable, produit par une bobine traversée par un courant électrique alternatif et à une certaine fréquence, il se forme une f.e.m induite, laquelle provoque une circulation de courant dans le conducteur même. La grandeur d’un tel courant est si importante qu’elle produit à son tour un champ magnétique contraire aux champs magnétiques externe, de manière à ce que les énergies soient équilibrées.
Une sonde à bobine est responsable de la création de ces champs induits, son impédance est fonction des propriétés physico-chimiques, métallurgiques et géométrique de la pièce à tester.
VII-1-1- Contrôle de l’épaisseur des tubes par courants de Foucault :
Considérons le montage suivant :
Pont d’impédance utilisé pour le contrôle de l’épaisseur des tubes par courants de Foucault ; équilibre du pont pour l’épaisseur de référence d’un tube étalon.
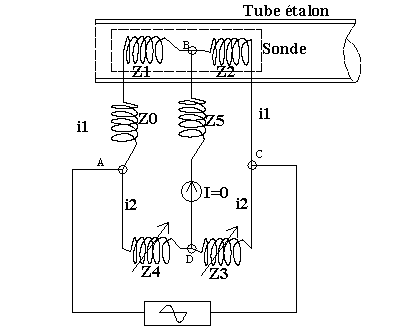
Z1et Z2 sont les valeurs de l’impédances complexes de deux solénoïdes inductifs, disposés bout à bout dans une sonde placée à l’intérieur d’un tube étalon, en face d’une zone dont l’épaisseur est connue et normalisé.
Z0 : est la valeur de l’impédance complexe additionnelle, en série avec Z1 ; Z0 est hors de la sonde.
L’équilibre du pont est réalisé à l’aide des deux impédances réglables Z3 et Z4, et en équilibre on a :
[Z0 + Z1]xZ3 = Z2xZ4
Lorsque la sonde se trouve entièrement engagée dans une zone qui présente un écart d’épaisseur constant par rapport à l’épaisseur de référence (soit en face d’un amincissement artificiel de tube étalon, soit dans le cas d’un tube à contrôler) , les impédances Z1 et Z2 sont toutes deux modifiées par un même rapport complexe a ; l’impédance Z0 n’est pas modifiée puis qu’elle est hors de la sonde , Z3 et Z4 sont les valeurs de réglages inchangées (suit à l’étalonnage) donc le produits des impédances ne sont plus égaux :
[Z0+Z1]xZ3 ≠ a(Z2xZ4)
On parle alors de déséquilibre du pont d’impédances suit à une variation de l’épaisseur du tube en question par rapport à la référence. Celui-ci va être exprimé en terme de déphasage qui va être enregistrer par un enregistreur sous forme de courbes (signaux) qui vont être interprété à l’aide de formules (qui vont être présenté dans la suite, dépend essentiellement de l’étalon utilisé et du type de défaut à détecter)
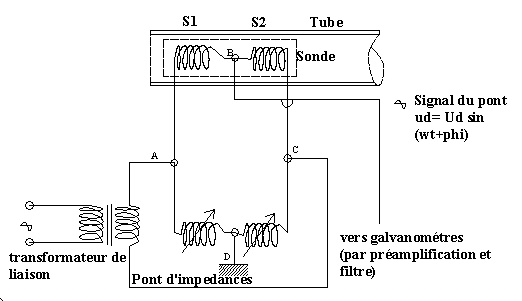
Sonde dans un tube avec le circuit d’alimentation, le signal de sortie est récupéré sur un enregistrement
VII-1-2. Centre de Production de Radés :
Matériels utilisés :
- Instrument de courants induits HOKING, modèle AV10b.
- Enregistreur GOULD, modèle Easygraf TA 240.
- Sonde CASONI, modèle S.I.872, diamètre 18.5 mm Il s’agit une sonde à deux bobine distancée de 2mm, sans noyau magnétique et de diamètre extérieur de 18.5 mm ce qui corresponds à un facteur de remplissage des tubes de plus que 90% (diamètre intérieur des tubes est 19.35mm) et par suite une meilleur révélation des éventuelles défauts.

Comme toute essaie de mesure on doit commencer par étalonner notre instrument de mesure et c’est ce qu’on fait avec le matériel des courants de Foucault.
a- Étalonnage de l’instrumentation :
Pour se faire on a eu recourt à un tube étalon qui porte des propriétés métallographique et géométrique analogue à celles qu’on trouve dans les tubes utilisés dans le condenseur et auquel on a fait des défauts artificiels qui représenterons une référence par la suite dans l’analyse.
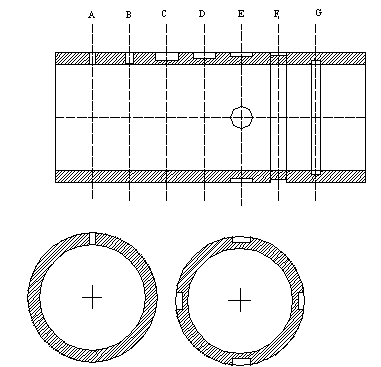
- A : perforation totale, Φ=1.6mm.
- B : trou à fond plat, Φ=2.0mm, profondeur 80%.
- C : trou à fond plat, Φ=4.0mm, profondeur 60%.
- D : trou à fond plat, Φ=5.0mm, profondeur 40%.
- E : 4 trous à fond plat, Φ=5.0mm, profondeur 20%.
- F : incision extérieur, largeur 3.0mm, profondeur 10%.
- G : incision intérieure, largeur 1.5mm, profondeur 20%.
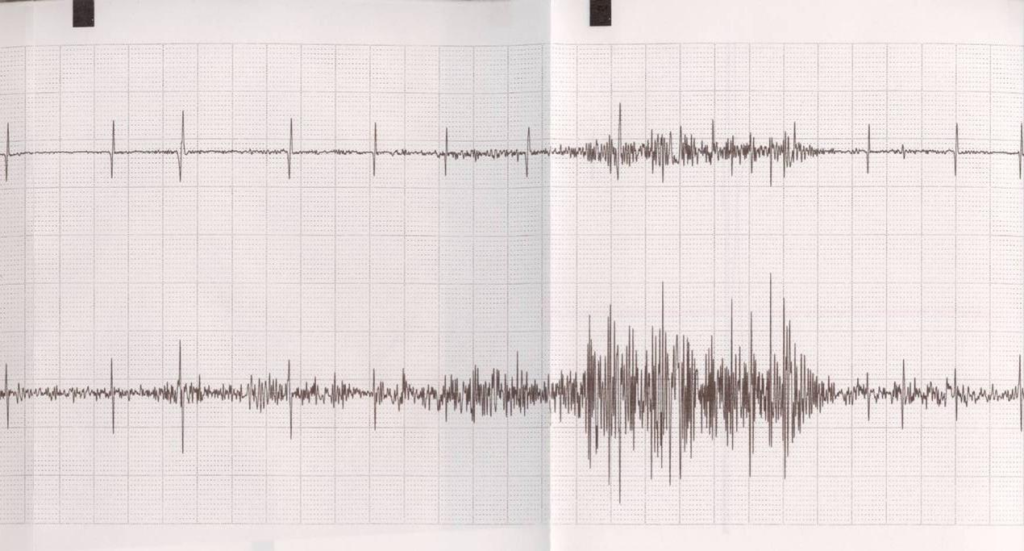
Et voici l’enregistrement des signaux du tube de calibrage suit à un examen par courants de Foucault :
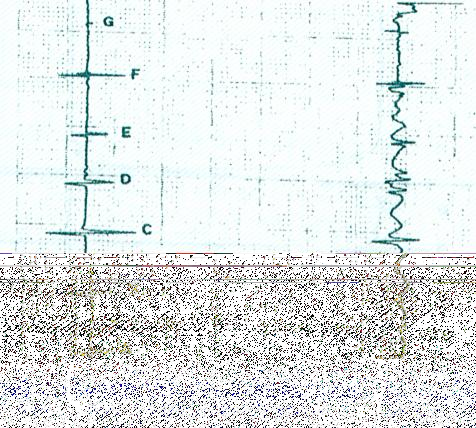
L’interprétation de ce type d’enregistrement nécessite une analyse des signaux détectés. Une étude de la variation des phases que subit le système nous a permis d’obtenir la loi suivante qui est applicable pour les défauts intérieurs aux tubes et ce sont eux qui nous intéressent.
Le rapport de la composante verticale par celle horizontale nous donnes une valeur dont l’arc tangent correspond à la variation de phases ΔΦ provoquées par le défaut rencontré.
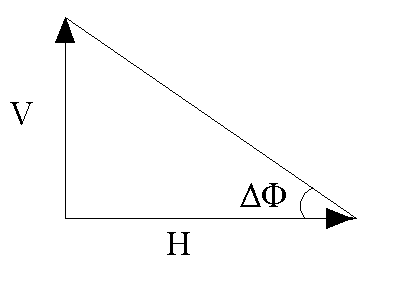
Soit une diminution de profondeur de 100% (perforation) qui se trouve sur l’enregistrement de l’étalon (situation A) on note un déphasage de 39.7° et par suite par une simple règle de trois on peut savoir le pourcentage x% de profondeur des défauts intérieurs ;
x%= arctg(V/H) x 100%
Il est important de faire la différence entre la trace des plaques intermédiaires (de nombre 13) et les défauts qui se pressente, on peut aussi savoir la position exacte du défaut par rapport à la plaque tubulaire d’entrée d’eau de mer et cela par une simple règle de trois étant donné que la longueur total d’un tube est de 10730mm, mais ce n’est pas indispensable car notre teste de contrôle à pour objectif de détecter la présence et l’importance des défauts afin de changé les tubes jugé condamné.
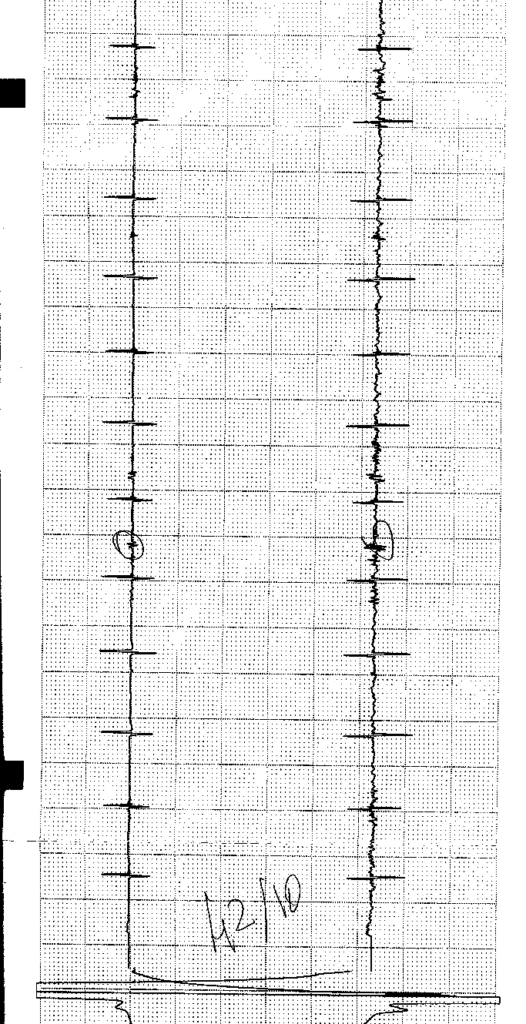
Diagramme du Tube tubulaire se situe 42/10 présentant les 13 Plaques intermédiaire et le défaut, la plaque alors ici en haut
2- Procédure des essaies :
Une fois que la sonde est enfoncée au fond du tube un opérateur la tire avec une vitesse constante d’environ 30cm/s entre temps une autre personne suit l’enregistrement et commande le système.
Cette procédure c’est répété pour tous les 14524 tubes du condenseur de la tranche 3 et voici des enregistrements des différents types de défaut rencontré :
- Perforation totale de quelques tubes (5 tubes ; voir ci-dessous) :

Et voici le diagramme de la perforation présente même sue la figure ci-dessus (à gauche):
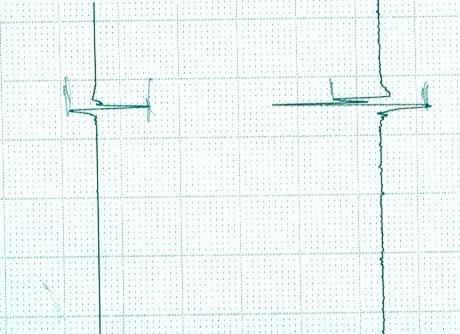
d’épaisseur de 98.96%
C’est une perforation
Un défaut de manque d’épaisseur
de 99.7% c’est une perforation
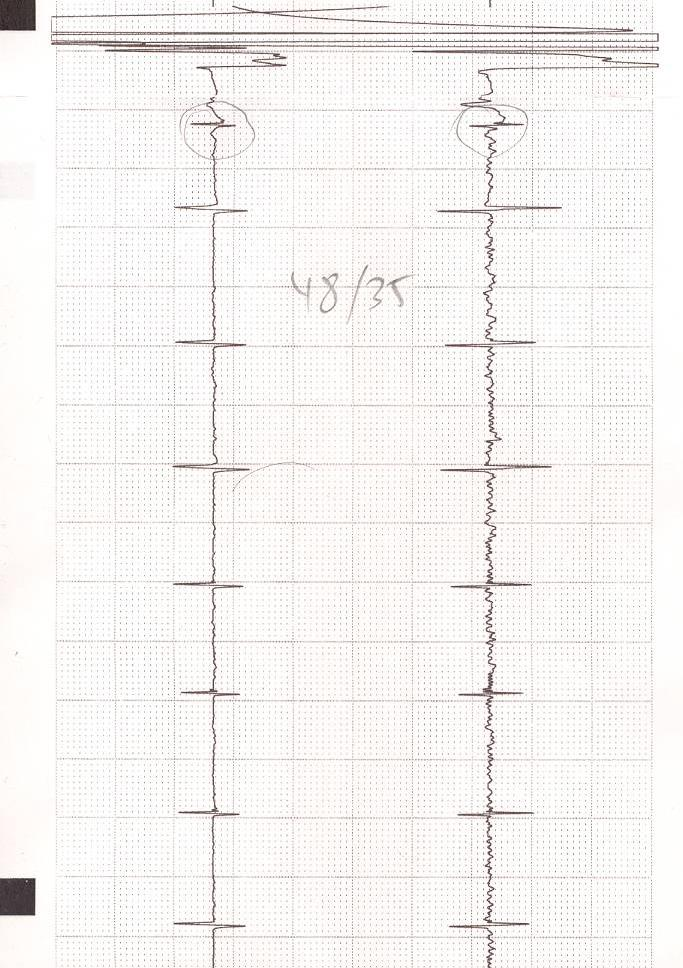
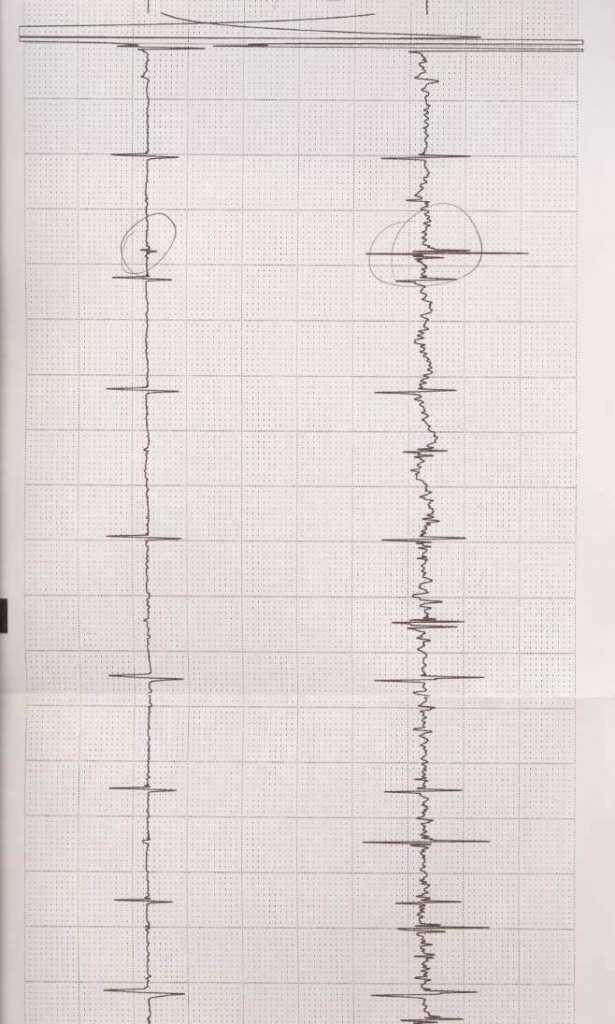
- Défaut localisé avec différents pourcentages d’amincissement suite à une corrosion localisé, soit par piqûre soit suite à une attaque biologique (corrosion biologique).

Ces défauts sont caractérisés par un diagramme qui présente une impulsion verticale et une impulsion horizontal (ponctuelle) et qui nous sont suffisant pour avoir le pourcentage de manque d’épaisseur de matière en ce point, et voici quelque exemple de ces défauts rencontrait durant notre contrôle sur le condenseur de la tranche 3 :
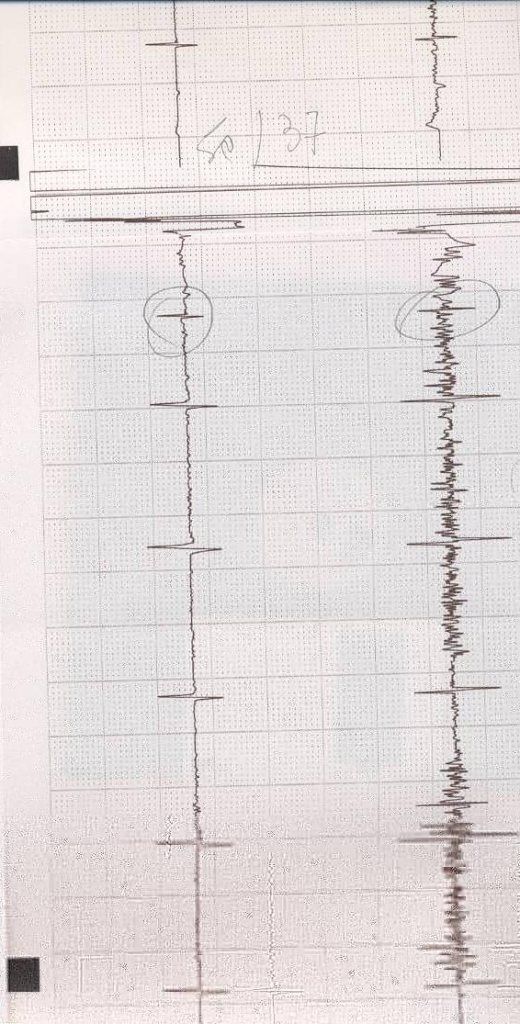
- Une corrosion généralisée qui une corrosion qui s’étend sur une distance relativement longue.

Ce genre de corrosion présente une multitude de corrosion ponctuel superposée et très voisin ce qui rond le diagramme peut lisible et d’où le risque de non possibilité de visualiser un défaut hors de la bonde permise d’une part, et le risque de dégradation rapide de ces tubes nous oblige donc les tubes concernés seront automatiquement remplacés.